Dado seu alto valor comercial, o cobre é muito visado para furtos em malhas de aterramento. Uma solução é substituí-lo por condutores de aço revestido de cobre (CCS copper-clad steel), cujo processo de produção, por soldagem em escala atômica, dificulta a separação entre cobre e aço e inviabiliza a comercialização. Este artigo dedica-se a apresentar a tecnologia e a engenharia do CCS e sua equivalência com os condutores de cobre.
Os fios e cabos bimetálicos de copper-clad steel (CCS) têm construção muito diferente dos condutores de cobre, alumínio, aço zincado e outros. A soldagem entre o aço (núcleo) e o cobre (camada externa) se dá através de processo de caldeamento contínuo em meio redutor. Os demais bimetálicos, fabricados com processos mais simples, apresentam desempenho termomecânico diferente, seja pela qualidade da aderência, seja pela diferença de parâmetros dos metais envolvidos. O CCS foi concebido para elevado desempenho térmico (em alta temperatura) e mecânico (módulo de elasticidade próximo ao do aço).
O bimetálico copper-clad steel surgiu no começo dos anos 1950 no Instituto Battelle, de Ohio, EUA, fruto de cooperação bem-sucedida com a empresa American Steel. O processo então aplicado, de caldeamento contínuo (continuous cladding), é talvez mais antigo processo metalúrgico existente, remontando aos Hititas (1250 A.C.). É realizado com aquecimento ao rubro do ferro em chama produzida por carvão e posterior martelamento de conformação, provocando o caldeamento de moléculas de carvão, por difusão no estado sólido, para o interior da massa de ferro.
Na tecnologia CCS moderna, o caldeamento contínuo é feito levando-se um fio de aço (núcleo) ao rubro numa atmosfera redutora (e não oxidante, como no tempo dos Hititas) e com martelamento contínuo, utilizando um cilindro de metal duro que comprime duas fitas de cobre (uma por cima e outra por baixo) contra o fio de aço. Esse processo garante uma solda contínua entre os metais, em nível atômico.
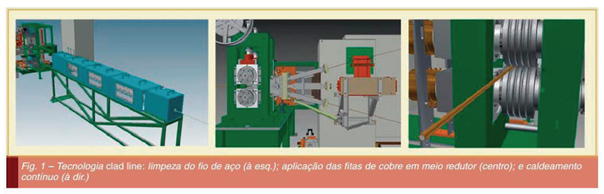
A figura 1 apresenta sequência de caldeamento contínuo com a formação de um vergalhão de CCS rebarbado, o qual será posteriormente trefilado e encordoado para as diversas formações de condutores.
ENGENHARIA DOS FIOS E CABOS BIMETÁLICOS DE COPPER-CLAD STEEL
A engenharia mecânica, no que concerne às propriedades dos materiais, será a somatória proporcional das propriedades dos metais participantes na seção transversal do fio. Um exemplo clássico é a distribuição de forças na camada externa e no núcleo de um fio CCS.
Um cabo ou fio tracionado por uma força F qualquer se comportará conforme as leis da resistência dos materiais. As forças nos materiais cobre e aço serão proporcionais aos respectivos módulos de elasticidade e às respectivas áreas que ocupam na seção do condutor. Daí decorre uma das propriedades de excelência do CCS, que é a de o aço predominar sobre o cobre quando o condutor é tracionado.
Na engenharia elétrica, algumas considerações devem preceder os conceitos de propriedades dos materiais. Se o material for solicitado em corrente contínua, existem boas razões para considerar as propriedades dependentes da área na seção transversal. Porém, se o material for solicitado em corrente alternada, toda a teoria do eletromagnetismo deve ser invocada. Neste artigo, faremos uma apresentação de parâmetros considerando apenas o comportamento com corrente contínua. Com esta abordagem, o cobre e o aço são colocados em paralelo, resultando a resistividade equivalente do paralelismo, a qual, associada à área total, permite calcular a área do metal condutor e, consequentemente, a área do aço.
A partição das forças que atuam no aço e no cobre é feita com a ajuda da resistência dos materiais clássicos. Neste caso, quem governa a divisão das forças são o módulo de elasticidade de cada material e suas respectivas áreas.
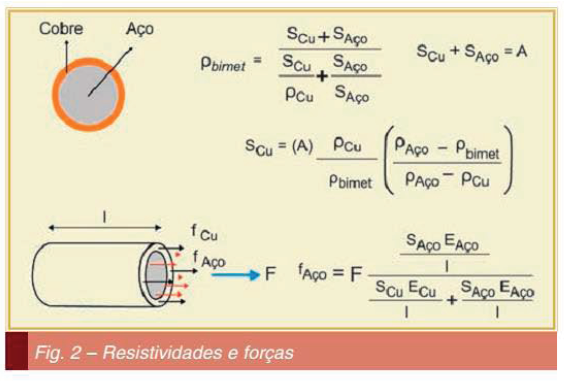
Na figura 2, a resistividade elétrica equivalente da seção do condutor bimetálico é uma função direta das resistividades do cobre e do aço e suas correspondentes áreas na seção. Na mesma figura, a partição das forças atuantes é uma função direta dos módulos de elasticidade e suas respectivas áreas. Este enfoque somente pode ser considerado numa abordagem em corrente contínua (em corrente alternada, deve-se considerar os efeitos pelicular e de proximidade, este com menor participação), mas é adotado nas principais normas internacionais, como a ASTM B227-15 – Standard Specification for Hard-Drawn Copper-Clad Steel Wire. Além disso, a definição IACS – International Annealed Copper Standard (ver adiante) utiliza os parâmetros em corrente contínua.
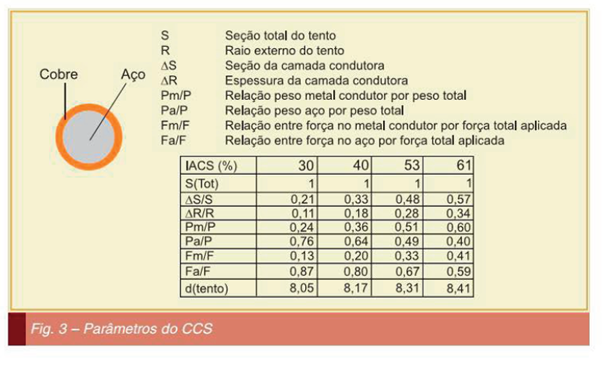
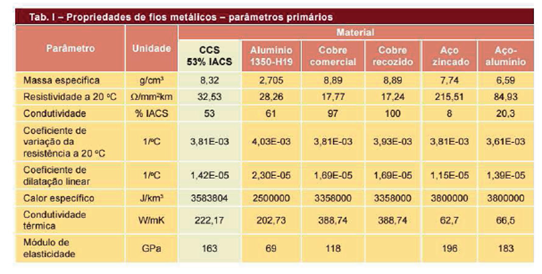
Na figura 3, todas as propriedades estão correlacionadas com o parâmetro IACS, que estabelece condutividade de 100% IACS para o cobre puro a 20 ºC. O parâmetro IACS é muito apropriado porque nele estão associadas às seções do cobre e do aço [(Δ/S), (ΔR / R)].
PROPRIEDADES FÍSICAS E QUÍMICAS DOS METAIS
Além dos que utilizam aço-cobre, outros condutores bimetálicos conhecidos são de aço-alumínio e aço-zinco (conhecido como aço zincado ou aço galvanizado). Suas propriedades também podem ser calculadas com as mesmas considerações anteriores. Na tabela I (acima), encontram-se algumas propriedades desses condutores além dos de alumínio, cobre comercial e cobre recozido, em comparação com fio CCS 53% IACS, o que pode ser útil num cálculo exploratório.
EQUIVALÊNCIA CCS-COBRE PARA CONDUTORES DE ATERRAMENTO
Os condutores CCS foram inicialmente concebidos como alternativa aos ACSR (aluminium conductor steel reinforced). Todavia, as especificações ASTM limitaram sua condutividade em 40% IACS, o que implicava um aumento de seção do cabo bimetálico para substituição do alumínio, cuja condutividade é 61 % IACS. Modernamente essa limitação foi vencida. Podem-se fabricar condutores CCS com a mesma condutividade do alumínio. Tais condutores podem trabalhar em temperaturas de até 150 ºC, com carga média diária de tração (EDS) de 33%, sem deformação por fluência (creep) nem fadiga cíclica. Porém, tais condutores são usados apenas em projetos especiais por falta de exploração dos ganhos por parte dos projetistas de linhas de transmissão. A construção do condutor com 53% IACS foi um pleito das engenharia de distribuição de algumas concessionárias – 53% é a proporção de área condutiva da série AWG dos cabos de distribuição.
Já como alternativa ao cobre puro em condutores de aterramento, o CCS é o único material resistente e de longa duração. Esta assertiva está suportada pela característica eletroquímica do cobre da camada externa do condutor, que é um elemento químico catódico (receptor de elétrons), enquanto todos os outros materiais para esta função são anódicos (doadores de elétrons). No Brasil, o furto de cobre tornou-se “meio de vida” e todas as instalações que usam este metal em estado puro estão à mercê dos ladrões.
As concessionárias têm resolvido o problema substituindo o cobre por CCS em malhas de aterramento, contrapesos de torres, condutores de descida e hastes de aterramento. A quantidade de cobre contido nos sistemas de aterramento depende essencialmente das correntes de curto-circuito e de surto e do tempo de duração do fenômenos. A resistência do aterramento depende marginalmente da quantidade de metal, mas a forma e a distribuição dos condutores têm papel definitivo.
A quantidade de carga a ser absorvida num tempo muito curto é guiada por uma transformação termodinâmica adiabática (toda energia gerada na transformação é convertida em aumento de temperatura).
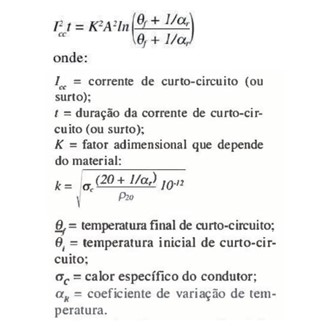
A seguir, são apresentados dados e é discutida a equivalência de resistência e a equivalência termodinâmica entre condutores de cobre e condutores CCS 53% IACS.
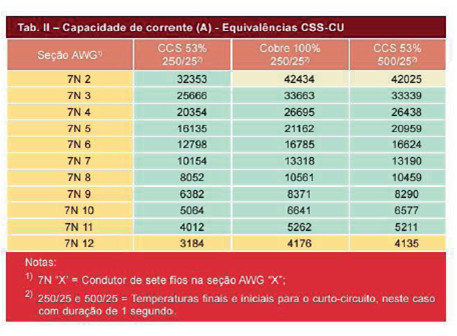
Nas segunda e terceira colunas da tabela II (abaixo), a região de equivalência, apenas por resistividade, sem considerar as propriedades termodinâmicas dos materiais (ponto de fusão do cobre 1080 ºC e do ferro 1538 ºC), implica utilizar a seção AWG imediatamente superior quando se passa de cobre para CCS.
A equivalência termodinâmica pode ser apreciada comparando-se os valores de corrente da terceira e quarta colunas. Agora a equivalência não se dá simplesmente por equivalência de massa/resistência, mas decorre da capacidade térmica dos materiais. O aço e o cobre possuem o mesmo coeficiente de dilatação linear, o que permite que o bimetálico excursione numa faixa de temperatura ampla abaixo do ponto de fusão dos dois metais. Desse modo, em projetos de aterramento, pode-se usar o CCS 53% com a mesma seção do condutor de cobre substituído.
PROPRIEDADES FRENTE À CORROSÃO
A corrosão obedece a um mecanismo contrário àquele utilizado na metalurgia para obtenção dos elementos químicos puros. De modo geral, um material é composto pelo elemento que lhe dá o nome somado a várias contaminações naturais, que a metalurgia deixa de retirar por motivos econômicos. Todavia, o metal purificado possui todas as propriedades dos elementos químicos puros que lhe deram origem. O mecanismo de corrosão é a manifestação mais aguda do segundo princípio da termodinâmica.
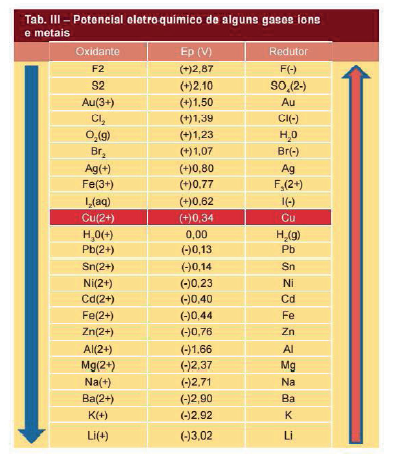
A tendência natural dos materiais metálicos é retornar ao seu estado oxidado, o que se manifesta através de corrosão ou outra reação química com participação de oxigênio ou elemento eletronegativo (com abundância de elétrons na última camada). O mecanismo de corrosão se caracteriza pelo aparecimento de um potencial elétrico em relação aos demais elementos que estão na sua circunstância. Esse potencial tornou-se de tamanha importância para o entendimento da corrosão que os cientistas criaram uma escala eletroquímica do potencial entre os diversos elementos (vide tabela III, abaixo).
Na tabela III, potenciais eletroquímicos (Ep) positivos em relação ao eletrodo 3,61E-03 de platina em hidrogênio são denominados catódicos, doadores de elétrons, enquanto potenciais eletroquímicos negativos são denominados anódicos, receptores de elétrons.
Além do potencial eletroquímico dos elementos, um eletrodo de aterramento sofre o ataque do meio ambiente, pois, afinal, está enterrado. O ambiente (terra) possui íons de múltiplos elementos, principalmente oxigênio (O2). A melhor forma de levar em conta esse ambiente é através do potencial hidrogênio iônico (pH). Um ambiente neutro possui pH = 7,0; valores maiores do que 7,0 indicam meio básico, e menores do que 7,0, meio ácido.
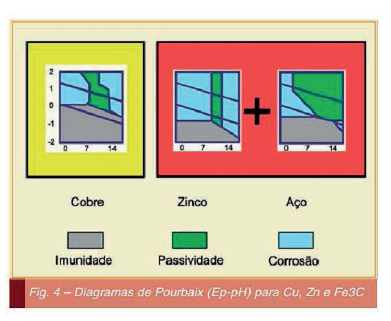
Michel Pourbaix formulou em 1946 um modelo que permite classificar os diversos materiais conforme seu potencial eletroquímico e o pH do meio em que estiverem. Na figura 4 são apresentados diagramas de Pourbaix para alguns metais presentes em aterramentos elétricos. a figura, o eixo das ordenadas marca os potenciais eletroquímicos e o eixo das abscissas marca os percentuais de hidrogênio iônico (pH).
Na mesma figura, são apresentadas três regiões: imune, passivada e corrosiva. As linhas inclinadas delimitam a influência da água no meio. A região imune indica corrosão muito improvável; a região passivada indica corrosão muito lenta; e a região corrosiva indica corrosão altamente provável. Urna simples inspeção visual mostra o desempenho do cobre muito superior ao do zinco e do aço.
De 1910 a 1955 o National Bureau of Standards, dos EUA, conduziu um extenso estudo de corrosão subterrânea no qual 36,5 mil amostras de 333 variedades de materiais de revestimento ferrosos, não-ferrosos e protetores foram expostos em 128 locais de teste. Esse trabalho é amplamente reconhecido como um dos estudos de corrosão mais abrangentes já realizados. Com base nas suas constatações, é possível afirmar que a durabilidade de um eletrodo de cobre em qualquer solo é de 40 a 50 anos, enquanto a de um eletrodo em aço zincado é da ordem de oito a 10 anos, dependendo do pH do meio.
Conclusões
Foi apresentada aqui a engenharia do condutor bimetálico copper-clad steel (CCS), que reúne num único material todas as qualidades do cobre e do aço. A seguir, são destacadas características do CCS que podem ser exploradas pelos projetistas para otimização de projetos aterramento:
- pode operar continuamente a 150ºC;
- quando tracionado, não sofre influência nem fadiga cíclica;
- possui coeficiente de dilatação linear de 1,15 x 10-5 K-1, enquanto a do alumínio é da ordem de 2,3 x 10-5 K-1;
- cobre e aço, seus componentes, possuem coeficientes de dilatação de 1,15 x 10-5 K-1, por isso podem trabalhar juntos numa larga faixa de temperaturas;
- pode substituir o cobre em aterramentos numa condutividade de 53% IACS; e
- possui uma durabilidade em aterramentos cerca quatro a seis vezes maior do que seu concorrente aço zincado.
Artigo técnico escrito por Geraldo Roberto de Almeida (MSc – DSc), consultor da Coppersteel Bimetálicos – GRUPO INTELLI.


